
在高端精密制造领域,摇篮式五轴加工中心凭借其双转台结构(AC轴正交)和五轴联动能力,成为航空、汽车、模具等行业复杂曲面加工的核心设备。然而,随着机床长期运行,机械磨损、环境温变、振动冲击等因素会导致转台零点偏移、回转中心空间位置偏差,直接影响加工精度。接下来风暴娱乐小编将系统阐述摇篮式五轴加工中心的精度标定方法,结合行业实践案例,为企业提供可落地的技术指南。
摇篮式五轴加工中心的精度依赖两个关键参数:旋转轴零点偏差与回转中心空间位置偏差。前者指A轴(摆动轴)和C轴(旋转轴)的零位偏移,后者指两轴回转中心在Y、Z方向上的相对位置误差。这些误差会导致五轴联动时刀具轨迹偏离理论路径,引发加工件表面粗糙度超标、尺寸误差等问题。通过精度标定,需实现以下目标:
零点校准:将A轴、C轴的机械零点与数控系统坐标系对齐;
空间定位:精确测定A轴中心与工作台距离、C轴中心与A轴中心的空间距离;
动态验证:通过试加工验证标定效果,确保加工精度符合行业标准。
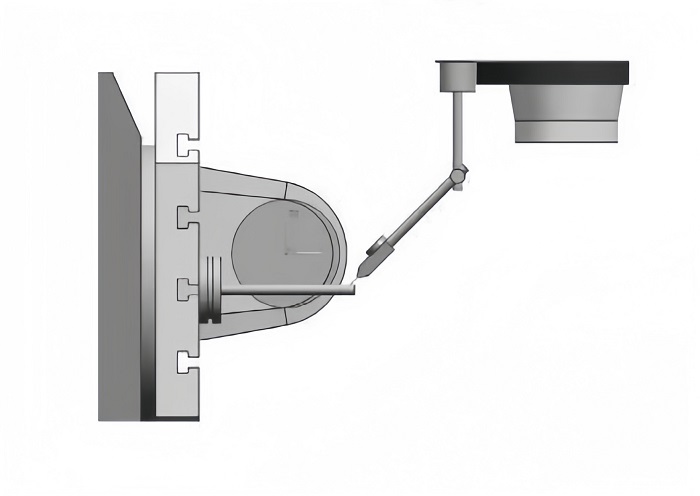
工具:千分表、标准检测棒;
步骤:
工具:标准刀具、千分表;
步骤:
工具:标准检测棒、量规框架、千分表;
步骤:
标定完成后,需通过试加工验证精度。圆锥台试件(符合JB/T 10792.1-2007标准)是行业公认的检测工具,其检测项目包括:
圆锥截面圆度:反映径向误差;
侧母线倾斜度:反映轴向误差。
实践案例:某航空零部件企业采用上述方法标定双转台五轴机床后,加工圆锥台试件用时15分钟,三坐标测量结果显示圆度误差≤0.003mm、母线倾斜度误差≤0.005mm,完全符合高精度加工要求。
随着数控系统升级,精度标定正从“被动校准”向“主动补偿”演进。例如,FIDIA数控系统通过ROTO功能实时监测转台中心位置,结合热误差补偿模块,可抵消温度变化对精度的影响。企业可结合自身设备特性,探索以下优化方向:
激光干涉仪校准:用于定位精度检测;
振动分析仪监测:优化切削参数以减少动态误差;
数字化标定系统:集成传感器与算法,实现自动化标定。
摇篮式五轴加工中心的精度标定是保障加工质量的核心环节。通过系统化的机械调整、参数补偿与试加工验证,企业可有效延长机床使用寿命,降低废品率,提升市场竞争力。未来,随着智能检测技术的发展,精度标定将更加高效、精准,为高端制造提供坚实支撑。




